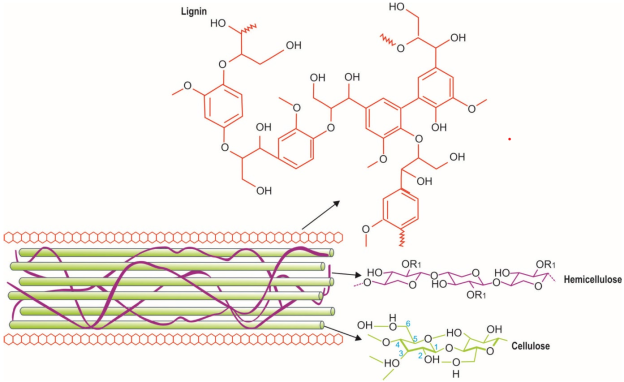
Lignocellulosic biomass (LCB), primarily composed of cellulose, hemicellulose, and lignin, represents a valuable renewable resource. Among these components, cellulose is the most abundant biodegradable polymer, with significant industrial potential. However, its efficient isolation remains a major challenge due to its strong association with hemicellulose and lignin within the complex LCB structure. Effective pretreatment strategies are essential to overcome these structural barriers and facilitate cellulose extraction. Conventional pretreatment methods, while effective, often rely on harsh chemicals, elevated temperatures, and high energy inputs, leading to increased costs, low yields, and the formation of fermentation inhibitors, which hinder sustainable biomass utilization. In response to these limitations, environmentally friendly pretreatment approaches have been developed to enhance cellulose separation while minimizing ecological and economic drawbacks. These green methods prioritize efficient delignification, reduced solvent consumption, lower environmental impact, and alignment with sustainable technological advancements. This review explores the application of eco-friendly pretreatment techniques for cellulose isolation from diverse lignocellulosic biomass sources. It further highlights the role of cellulose as a crucial feedstock in the bioeconomy, emphasizing its versatility across various industrial sectors. By advancing sustainable cellulose extraction methods, this research contributes to the broader goal of developing environmentally responsible and economically viable biorefinery processes.
| Published in | American Journal of Applied and Industrial Chemistry (Volume 9, Issue 1) |
| DOI | 10.11648/j.ajaic.20250901.12 |
| Page(s) | 13-33 |
| Creative Commons |
This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited. |
| Copyright |
Copyright © The Author(s), 2025. Published by Science Publishing Group |
Bio-based, Lignocellulosic Biomass, Cellulose, Green Pretreatment, Conventional Pretreatment, Cellulose Derivatives, Environmental Sustainability, Delignification
Source | Cellulose (%) | Hemicellulose (%) | Lignin (%) | References |
|---|---|---|---|---|
Brewer spent grain | 23.1 | 22.9 | 19.0 | [29] |
Corn stover | 31.5 | 18.0 | 14.1 | [30] |
Poplar sawdust | 46.2 | 19.3 | 26.15 | [31] |
Sugarcane bagasse | 44 | 28 | 21 | [32] |
Wheat straw | 29.9 | 13.8 | 32.8 | [30] |
Eucalyptus globulus wood | 14.1 | 20.5 | 50 | [33] |
Raw kenaf | 21.2 | 22.8 | 45.8 | [34] |
Jute | 12.24 | 31.58 | 42.5 | [35] |
Beechwood chips | 22.3 | 25.9 | 41.6 | [27] |
Extraction method | Benefits | Limitations | Reference |
|---|---|---|---|
Acid pretreatment | Maximized Cellulose Recovery Efficient Dissolution of Hemicellulose and Lignin | Potential for Equipment Corrosion Significant Waste Generation Requiring Post-Treatment High Expense Associated with Acid Reagents Adverse Environmental Consequences | [134] |
Alkali pretreatment | Cost-Effective Efficient Lignin and Hemicellulose Solubilization Highly Effective for Delignification of Herbaceous Biomass | High Energy Consumption Corrosive Nature of Alkaline Agents Requirement for Neutralization Potential Partial Degradation of Hemicellulose and Cellulose | [135, 136] |
Organosolv | High Purity of Cellulose Recyclability of Organic Solvents Efficient Recovery of Lignin and Hemicellulose for Value-Added Product Applications | High Energy Consumption Challenges in Recovering Organic Solvents Toxicity of Certain Organic Solvents Environmental Risks Associated with the Disposal of Organic Solvent Waste | [78] |
Ionic Liquid | Strong Biomass Dissolution Capability Enhanced Cellulose Yields Environmentally Friendly Solvent Excellent Thermal Stability Low Vapor Pressure, Remarkable Tunability, and Synthetic Flexibility | High Volatility Increased Flammability Significant Toxicity Limited Biocompatibility and Poor Biodegradability | [137] |
Biological pretreatment (Microorganism) | Mild Operating Conditions No Need for High Temperature or Pressure Low Energy Consumption Minimal or No Chemical Usage Negligible Environmental Impact | Slow Hydrolysis Rates Extended Pretreatment Duration Complexity in Microbial Synthesis Risk of Microbial Contamination Possible Need for Post-Treatment to Achieve High Cellulose Purity | [130] |
Biological pretreatment (Enzymes) | Mild and Selective Process Environmentally Sustainable Minimal Inhibitor Production Low Energy Consumption Highly Specific and Eco-friendly Compatible with Biorefinery Integration Reduced Chemical Usage | High Enzyme Costs Limited Scalability Time-Intensive Process Requires Precise Control of Conditions Effectiveness Affected by the Recalcitrance of Certain Feedstocks Challenges in Enzyme Recovery | [138] |
Supercritical fluid | Mild Pretreatment Conditions High Cellulose Yields Minimal Production of Fermentation Inhibitors Non-Toxic Nature of Supercritical Fluids | High Operational Costs Requirement for Specialized Equipment Potential Alteration of Cellulose Structure Inherent Safety Risks Due to High Pressure and Temperature Need for Advanced Understanding of Supercritical Fluid Properties (e.g., Phase Behavior, Cross-Over Region) | [139] |
Deep Eutectic solvent | The solvent exhibits biodegradability, recyclability, low cost, wide availability, ease of preparation, low toxicity, and both chemical and thermal stability, enabling the selective solubilization of lignin at mild temperatures. Deep Eutectic Solvents (DES) facilitate the preservation of cellulose within the biomass matrix. DES serves as a sustainable, environmentally benign solvent, consistent with green chemistry principles. | The recovery of the solvent is hindered by the high viscosity of Deep Eutectic Solvents (DES). The range of suitable solvents is constrained. Scaling up the process presents significant challenges. | [140] |
Microwave-assisted treatment | Demonstrates high efficiency and rapid extraction performance. Enhances the properties of cellulose. Shortens treatment duration. Minimizes the need for chemicals and enzymes. Environmentally sustainable. Utilizes green pretreatment techniques. | Requirement for specialized equipment. Limited selectivity. Reactions occur at elevated temperatures. High capital investment and maintenance costs for the system. Reduced effectiveness with nonpolar or volatile solvents. Not suitable for processing large samples or agglomerated small samples. Extended cooling or venting times are necessary post-extraction. | [105] |
Ultrasound-Assisted Extraction | Decreased processing time. Minimal requirement for chemicals and enzymes. Sustainable and environmentally benign methods. | Low energy transfer efficiency within the vessel containing the extract. High equipment costs. Challenges in scalability due to limitations in equipment and processing capacity. | [141, 142] |
Cold Atmospheric Plasma | Chemical-free processing. Versatile, rapid, cost-efficient, and environmentally sustainable. Reduced energy consumption. Enhanced reactivity of biomass. | Difficulties in controlling the reactive species in the plasma state. Restricted applicability to certain biomass types. Challenges associated with scaling up the process. High capital costs for equipment. | [143] |
Steam explosion | The process requires no chemicals other than water. Capable of accommodating high biomass loadings. Capable of processing large particle sizes. Improved biomass digestibility. | Formation of toxic inhibitors that affect fermentation and enzymatic hydrolysis. Incomplete removal of lignin. Partial degradation of hemicellulose due to high pretreatment severities. Necessitate harsh processing conditions. Acid catalysts are required for biomass with high lignin content. | [86] |
Hydrothermal processing | Accelerated reactions and rapid dissolution of biomass. Adjustable reaction conditions to meet specific requirements. Capability to dissolve a broad spectrum of lignocellulosic biomass. Minimal chemical usage. Elimination of the need for organic solvents. Reduction in the overall cost of the bioconversion process. | Restricted to reactions under water-based or hydrothermal conditions. Potential for corrosion-related issues. High energy consumption. Limited cellulose purity. Severe conditions are required to achieve effective pretreatment. | [144] |
Derivative | Properties | Manufacturing process | Applications | References |
|---|---|---|---|---|
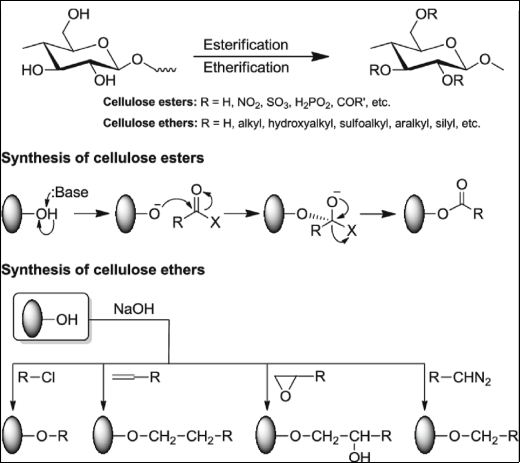
Cellulose Acetate | Transparent, thermoplastic, moisture-resistant, UV-stable, and capable of being molded and shaped. | The acetylation of cellulose is performed by reacting cellulose with acetic anhydride in the presence of a catalyst, typically sulfuric acid. | Eyewear frames, tool grips, cigarette filter components, and photographic films. | [162] |
Cellulose Ether | A water-soluble, nonionic compound that functions as a thickening and stabilizing agent, emulsifier, and forms a gel upon heating. | The reaction of cellulose with alkylating agents, such as methyl chloride or ethylene oxide, in the presence of an alkaline catalyst. | Applications in pharmaceuticals, food products, oil drilling, personal care formulations, and construction. | [149, 157] |
Carboxymethyl Cellulose (CMC) | A water-soluble, anionic, nontoxic compound that exhibits stability and strong water-binding capacity. | Alkaline treatment of cellulose followed by etherification using sodium monochloroacetate. | Applications in textile sizing, paper coatings, food additives, pharmaceuticals, cosmetics, and the removal of heavy metal ions. | [163, 164] |
Hydroxyethyl Cellulose (HEC) | A water-soluble, nonionic compound that forms clear and flexible films. | Etherification of cellulose using ethylene oxide. | Applications in oil drilling, personal care formulations, construction materials, paints, textiles, and ceramics. | [162] |
Microcrystalline Cellulose (MCC) | Exhibits superior binding and disintegrating properties, with a white, odorless, and tasteless appearance. | Controlled hydrolysis of cellulose in a concentrated acid medium to selectively remove the amorphous regions, followed by spray-drying. | Applications in pharmaceuticals (as a tablet filler and binder), food products, cosmetics, and plastics. | [164, 28] |
Nitrocellulose | Highly flammable, soluble in alcohol and various solvents, and capable of forming a hard yet flexible film. | Treatment of cellulose with nitric acid, typically in the presence of sulfuric acid. | Applications in lacquers, automotive coatings, nail polish, early photographic film, explosives, rocket propellants, and contemporary gunpowder. | [149] |
Cellulose Nanocrystals (CNCs) | Characterized by a high surface area, excellent mechanical strength, biocompatibility, and biodegradability. | Acid hydrolysis is employed to selectively remove the amorphous regions of cellulose. | Applications in composites, biomedical fields, electronics, and packaging materials. | [16 1-163] |
Cellulose Nano fibres (CNFs) | Characterized by a high aspect ratio, exceptional mechanical strength, light weight, and flexibility. | Mechanical shearing or refining, typically in combination with enzymatic or chemical pretreatment processes. | Applications in composite materials, paper products, filtration systems, and textiles. | [27] |
Carboxymethylcellulose (CMC) | Water-soluble, non-toxic, and biodegradable. | Cellulose is treated with sodium hydroxide, followed by reaction with monochloroacetic acid. | Applications in the food industry, pharmaceuticals, and cosmetics. | [163] |
Hydroxypropyl cellulose (HPC) | Water-soluble, capable of forming clear solutions, and thermoplastic in nature. | Cellulose is modified through treatment with propylene oxide in the presence of a catalyst. | Applications as pharmaceutical excipients, coatings, and adhesives. | [158] |
Ethyl cellulose (EC) | Insoluble in water, thermoplastic, and capable of forming flexible films. | Cellulose undergoes reaction with ethyl chloride in the presence of an alkali. | Applications as coatings, film-forming agents, and binders in pharmaceutical formulations. | [149] |
Hydroxyethyl cellulose (HEC) | Water-soluble and capable of forming clear, viscous solutions. | Cellulose is modified through reaction with ethylene oxide under alkaline conditions. | Applications in paints, cosmetics, and detergents. | [163] |
Methylcellulose (MC) | Water-soluble and capable of forming thermally reversible gels. | Cellulose is modified by treatment with methyl chloride in an alkaline solution. | Applications in the food industry, pharmaceuticals, and adhesive formulations. | [16 4, 149] |
LCB | Lignocellulosic Biomass |
NaOH | Sodium Hydroxide |
SE | Steam Explosion |
HMF | Hydroxymethylfurfural |
HPP | High-Pressure Processing |
HHP | High Hydrostatic Pressure |
UHP | Ultrahigh-Pressure Processing |
DESs | Deep Eutectic Solvents |
HBD | Hydrogen Bond Donor |
SFE | Supercritical Fluid Extraction |
CO2 | Carbon Dioxide |
WRF | White-Rot Fungi |
SSF | Solid-State Fermentation |
-OH | Hydroxyl Groups |
MC | Methylcellulose |
EC | Ethyl Cellulose |
HEC | Hydroxyethyl Cellulose |
HPC | Hydroxypropyl Cellulose |
HPMC | Hydroxypropyl Methylcellulose |
CMC | Carboxymethyl Cellulose |
NaCMC | Sodium Carboxymethyl Cellulose |
CAB | Cellulose Acetate Butyrate |
DS | Degree of Substitution |
DMSO | Dimethylsulfoxide |
| [1] | Lopez, G., Keiner, D., Fasihi, M., Koiranen, T., and Breyer, C. (2023). From fossil to green chemicals: sustainable pathways and new carbon feedstocks for the global chemical industry. Energy & Environmental Science, 16(7), 2879-2909. |
| [2] | Brethauer, S., Shahab, R. L., and Studer, M. H. (2020). Impacts of biofilms on the conversion of cellulose. Applied microbiology and biotechnology, 104, 5201-5212. |
| [3] | Tran, T. T. A., Le, T. K. P., Mai, T. P., and Nguyen, D. Q. (2019). Bioethanol production from lignocellulosic biomass. Alcohol fuels-current technologies and future prospect, 1-14. |
| [4] | Kim, J. S., Lee, Y. Y., and Kim, T. H. (2016). A review on alkaline pretreatment technology for bioconversion of lignocellulosic biomass. Bioresource technology, 199, 42-48. |
| [5] | Sharma, S., Tsai, M. L., Sharma, V., Sun, P. P., Nargotra, P., Bajaj, B. K., and Dong, C. D. (2022). Environment friendly pretreatment approaches for the bioconversion of lignocellulosic biomass into biofuels and value-added products. Environments, 10(1), 6. |
| [6] | Nigam, P. S., and Singh, A. (2011). Production of liquid biofuels from renewable resources. Progress in energy and combustion science, 37(1), 52-68. |
| [7] | Dahman, Y., Syed, K., Begum, S., Roy, P., and Mohtasebi, B. (2019). Biofuels: Their characteristics and analysis. In Biomass, biopolymer-based materials, and bioenergy (pp. 277-325). Woodhead Publishing. |
| [8] | Zhao, Y., Wu, B., Yan, B., and Gao, P. (2004). Mechanism of cellobiose inhibition in cellulose hydrolysis by cellobiohydrolase. Science in China Series C: Life Sciences, 47, 18-24. |
| [9] | Abo, B. O., Gao, M., Wang, Y., Wu, C., Ma, H., and Wang, Q. (2019). Lignocellulosic biomass for bioethanol: an overview on pretreatment, hydrolysis and fermentation processes. Reviews on environmental health, 34(1), 57-68. |
| [10] | Zhang, W., Qin, W., Li, H., and Wu, A. M. (2021). Biosynthesis and transport of nucleotide sugars for plant hemicellulose. Frontiers in plant science, 12, 723128. |
| [11] | Doherty, W. O., Mousavioun, P., and Fellows, C. M. (2011). Value-adding to cellulosic ethanol: Lignin polymers. Industrial crops and products, 33(2), 259-276. |
| [12] | Zoghlami, A., and Paës, G. (2019). Lignocellulosic biomass: understanding recalcitrance and predicting hydrolysis. Frontiers in chemistry, 7, 874. |
| [13] | Cai, J., He, Y., Yu, X., Banks, S. W., Yang, Y., Zhang, X., and Bridgwater, A. V. (2017). Review of physicochemical properties and analytical characterization of lignocellulosic biomass. Renewable and sustainable energy reviews, 76, 309-322. |
| [14] | Sofiah, A. G. N., Pasupuleti, J., Samykano, M., Kadirgama, K., Koh, S. P., Tiong, S. K., and Natarajan, S. K. (2023). Harnessing nature’s ingenuity: A comprehensive exploration of nanocellulose from production to cutting-edge applications in engineering and sciences. Polymers, 15(14), 3044. |
| [15] | McCann, M. C., and Carpita, N. C. (2015). Biomass recalcitrance: a multi-scale, multi-factor, and conversion-specific property. Journal of Experimental Botany, 66(14), 4109-4118. |
| [16] | Kumar, A. K., and Sharma, S. (2017). Recent updates on different methods of pretreatment of lignocellulosic feedstocks: a review. Bioresources and bioprocessing, 4(1), 7. |
| [17] | Feleke, K., Thothadri, G., Beri Tufa, H., Rajhi, A. A., and Ahmed, G. M. S. (2023). Extraction and characterization of fiber and cellulose from Ethiopian linseed straw: Determination of retting period and optimization of multi-step alkaline peroxide process. Polymers, 15(2), 469. |
| [18] | Clark, J. H. (2019). Green biorefinery technologies based on waste biomass. Green Chemistry, 21(6), 1168-1170. |
| [19] | Adewuyi, A. (2022). Underutilized lignocellulosic waste as sources of feedstock for biofuel production in developing countries. Frontiers in Energy Research, 10, 741570. |
| [20] | Khan, R., Jolly, R., Fatima, T., and Shakir, M. (2022). Extraction processes for deriving cellulose: A comprehensive review on green approaches. Polymers for Advanced Technologies, 33(7), 2069-2090. |
| [21] | Heidi Lynn, R., Priscilla GL, B., and Emmanuel, I. (2012). Metal nanoparticle modified polysulfone membranes for use in wastewater treatment: a critical review. Journal of surface engineered materials and advanced technology, 2012. |
| [22] | Ioelovich, M. (2015). Methods for determination of chemical composition of plant biomass. Journal SITA, 17(4), 208-214. |
| [23] | Kargarzadeh, H., Ioelovich, M., Ahmad, I., Thomas, S., and Dufresne, A. (2017). Methods for extraction of nanocellulose from various sources. Handbook of nanocellulose and cellulose nanocomposites, 1, 1-49. |
| [24] | Klemm, D., Kramer, F., Moritz, S., Lindström, T., Ankerfors, M., Gray, D., and Dorris, A. (2011). Nanocelluloses: a new family of nature‐based materials. Angewandte Chemie International Edition, 50(24), 5438-5466. |
| [25] | Garcia-Ochoa, F., Vergara, P., Wojtusik, M., Gutiérrez, S., Santos, V. E., Ladero, M., and Villar, J. C. (2021). Multi-feedstock lignocellulosic biorefineries based on biological processes: An overview. Industrial Crops and Products, 172, 114062. |
| [26] | Etale, A., Onyianta, A. J., Turner, S. R., and Eichhorn, S. J. (2023). Cellulose: a review of water interactions, applications in composites, and water treatment. Chemical reviews, 123(5), 2016-2048. |
| [27] | Pennells, J., Cruickshank, A., Chaléat, C., Godwin, I. D., and Martin, D. J. (2021). Sorghum as a novel biomass for the sustainable production of cellulose nanofibers. Industrial Crops and Products, 171, 113917. |
| [28] | García, A., Gandini, A., Labidi, J., Belgacem, N., and Bras, J. (2016). Industrial and crop wastes: A new source for nanocellulose biorefinery. Industrial Crops and Products, 93, 26-38. |
| [29] | Plaza, P. E., Gallego-Morales, L. J., Peñuela-Vásquez, M., Lucas, S., García-Cubero, M. T., and Coca, M. (2017). Biobutanol production from brewer’s spent grain hydrolysates by Clostridium beijerinckii. Bioresource technology, 244, 166-174. |
| [30] | Vergara, P., Ladero, M., García-Ochoa, F., and Villar, J. C. (2018). Pre-treatment of corn stover, Cynara cardunculus L. stems and wheat straw by ethanol-water and diluted sulfuric acid: Comparison under different energy input conditions. Bioresource technology, 270, 449-456. |
| [31] | Lai, C., Yang, C., Zhao, Y., Jia, Y., Chen, L., Zhou, C., and Yong, Q. (2020). Promoting enzymatic saccharification of organosolv-pretreated poplar sawdust by saponin-rich tea seed waste. Bioprocess and biosystems engineering, 43, 1999-2007. |
| [32] | Ajala, E. O., Ighalo, J. O., Ajala, M. A., Adeniyi, A. G., and Ayanshola, A. M. (2021). Sugarcane bagasse: a biomass sufficiently applied for improving global energy, environment and economic sustainability. Bioresources and Bioprocessing, 8, 1-25. |
| [33] | Evtuguin, D. V., and Neto, P. (2007). Recent advances in eucalyptus wood chemistry: Structural features through the prism of technological response. In 3th International colloquium on eucalyptus pulp. Belo Horizonte, Brasil. |
| [34] | Saratale, R. G., Saratale, G. D., Cho, S. K., Kim, D. S., Ghodake, G. S., Kadam, A., and Shin, H. S. (2019). Pretreatment of kenaf (Hibiscus cannabinus L.) biomass feedstock for polyhydroxybutyrate (PHB) production and characterization. Bioresource technology, 282, 75-80. |
| [35] | Singh, J., Sharma, A., Sharma, P., Singh, S., Das, D., Chawla, G., and Nain, L. (2020). Valorization of jute (Corchorus sp.) biomass for bioethanol production. Biomass Conversion and Biorefinery, 1-12. |
| [36] | Zhao, X., Li, S., Wu, R., and Liu, D. (2017). Organosolv fractionating pre‐treatment of lignocellulosic biomass for efficient enzymatic saccharification: chemistry, kinetics, and substrate structures. Biofuels, Bioproducts and Biorefining, 11(3), 567-590. |
| [37] | Pinto, E., Aggrey, W. N., Boakye, P., Amenuvor, G., Sokama-Neuyam, Y. A., Fokuo, M. K., and Rockson, M. A. D. (2022). Cellulose processing from biomass and its derivatization into carboxymethylcellulose: A review. Scientific African, 15, e01078. |
| [38] | Pienkos, P. T., and Zhang, M. (2009). Role of pretreatment and conditioning processes on toxicity of lignocellulosic biomass hydrolysates. Cellulose, 16, 743-762. |
| [39] | Pu, Y., Jiang, N., and Ragauskas, A. J. (2007). Ionic liquid as a green solvent for lignin. Journal of Wood Chemistry and Technology, 27(1), 23-33. |
| [40] | Toma, F. S., Jemaat, Z., Beg, M. D. H., Khan, M. R., and Yunus, R. M. (2021, March). Comparison between lignin extraction by alkaline and ultrasound-assisted alkaline treatment from oil palm empty fruit bunch. In IOP Conference Series: Materials Science and Engineering (Vol. 1092, No. 1, p. 012027). IOP Publishing. |
| [41] | Abbott, A. P., Boothby, D., Capper, G., Davies, D. L., and Rasheed, R. K. (2004). Deep eutectic solvents formed between choline chloride and carboxylic acids: versatile alternatives to ionic liquids. Journal of the American Chemical Society, 126(29), 9142-9147. |
| [42] | Jung, Y. H., and Kim, K. H. (2015). Acidic pretreatment. In Pretreatment of biomass (pp. 27-50). Elsevier. |
| [43] | Kham, L., Le Bigot, Y., Delmas, M., and Avignon, G. (2005). Delignification of wheat straw using a mixture of carboxylic acids and peroxoacids. Industrial crops and products, 21(1), 9-15. |
| [44] | Lim, W. L., Gunny, A. A. N., Kasim, F. H., AlNashef, I. M., and Arbain, D. (2019). Alkaline deep eutectic solvent: a novel green solvent for lignocellulose pulping. Cellulose, 26, 4085-4098. |
| [45] | Auxenfans, T., Crônier, D., Chabbert, B., and Paës, G. (2017). Understanding the structural and chemical changes of plant biomass following steam explosion pretreatment. Biotechnology for biofuels, 10, 1-16. |
| [46] | Ouyang, X., Chen, L., Zhang, S., Yuan, Q., Wang, W., and Linhardt, L. J. (2018). Effect of simultaneous steam explosion and alkaline depolymerization on corncob lignin and cellulose structure. Chemical and biochemical engineering quarterly, 32(2), 177-189. |
| [47] | Aggarwal, N., Pal, P., Sharma, N., and Saravanamurugan, S. (2021). Consecutive organosolv and alkaline pretreatment: An efficient approach toward the production of cellulose from rice straw. ACS omega, 6(41), 27247-27258. |
| [48] | Amendola, D. A. N. I. L. A., De Faveri, D. M., Egües, I., Serrano, L., Labidi, J., and Spigno, G. I. O. R. G. I. A. (2012). Autohydrolysis and organosolv process for recovery of hemicelluloses, phenolic compounds and lignin from grape stalks. Bioresource technology, 107, 267-274. |
| [49] | Liu, Y., Zheng, X., Tao, S., Hu, L., Zhang, X., and Lin, X. (2021). Process optimization for deep eutectic solvent pretreatment and enzymatic hydrolysis of sugar cane bagasse for cellulosic ethanol fermentation. Renewable Energy, 177, 259-267. |
| [50] | Tan, Y. T., Ngoh, G. C., and Chua, A. S. M. (2018). Evaluation of fractionation and delignification efficiencies of deep eutectic solvents on oil palm empty fruit bunch. Industrial crops and products, 123, 271-277. |
| [51] | Dinh Vu, N., Thi Tran, H., Bui, N. D., Duc Vu, C., and Viet Nguyen, H. (2017). Lignin and Cellulose Extraction from Vietnam’s Rice Straw Using Ultrasound‐Assisted Alkaline Treatment Method. International Journal of Polymer Science, 2017(1), 1063695. |
| [52] | Dai, J., Patti, A. F., and Saito, K. (2016). Recent developments in chemical degradation of lignin: catalytic oxidation and ionic liquids. Tetrahedron Letters, 57(45), 4945-4951. |
| [53] | Fatma, S., Hameed, A., Noman, M., Ahmed, T., Shahid, M., Tariq, M., and Tabassum, R. (2018). Lignocellulosic biomass: a sustainable bioenergy source for the future. Protein and peptide letters, 25(2), 148-163. |
| [54] | Razali, N. A. M., Mohd Sohaimi, R., Othman, R. N. I. R., Abdullah, N., Demon, S. Z. N., Jasmani, L., ... and Halim, N. A. (2022). Comparative study on extraction of cellulose fiber from rice straw waste from chemo-mechanical and pulping method. Polymers, 14(3), 387. |
| [55] | Sayakulu, N. F., and Soloi, S. (2022, August). The effect of sodium hydroxide (NaOH) concentration on oil palm empty fruit bunch (OPEFB) cellulose yield. In Journal of Physics: Conference Series (Vol. 2314, No. 1, p. 012017). IOP Publishing. |
| [56] | Kim, T. H., Kim, J. S., Sunwoo, C., and Lee, Y. Y. (2003). Pretreatment of corn stover by aqueous ammonia. Bioresource technology, 90(1), 39-47. |
| [57] | Yuan, X., Zhao, J., Wu, X., Yao, W., Guo, H., Ji, D., and Zhang, L. (2022). Extraction of corn bract cellulose by the ammonia-coordinated bio-enzymatic method. Polymers, 15(1), 206. |
| [58] | Sankhla, S., Sardar, H. H., and Neogi, S. (2021). Greener extraction of highly crystalline and thermally stable cellulose micro-fibers from sugarcane bagasse for cellulose nano-fibrils preparation. Carbohydrate polymers, 251, 117030. |
| [59] | Kim, S., and Holtzapple, M. T. (2006). Delignification kinetics of corn stover in lime pretreatment. Bioresource technology, 97(5), 778-785. |
| [60] | Sanchez-Echeverri, L. A., Medina-Perilla, J. A., and Ganjian, E. (2020). Nonconventional Ca (OH) 2 treatment of bamboo for the reinforcement of cement composites. Materials, 13(8), 1892. |
| [61] | Melikoğlu, A. Y., Bilek, S. E., and Cesur, S. (2019). Optimum alkaline treatment parameters for the extraction of cellulose and production of cellulose nanocrystals from apple pomace. Carbohydrate polymers, 215, 330-337. |
| [62] | Yuan, Z., Wen, Y., and Kapu, N. S. (2018). Ethanol production from bamboo using mild alkaline pre-extraction followed by alkaline hydrogen peroxide pretreatment. Bioresource Technology, 247, 242-249. |
| [63] | Raïssa, K. R., Duro, D. K., Badza, K., Karol, T. T. R., Joel, N. L., Moctar, C. B., and Benoit, N. M. (2025). Microwave-assisted extraction improves the recovery of cellulose and hemicellulose from Triplochiton scleroxylon (Ayous) sawdust. Chemical Papers, 1-12. |
| [64] | An, S., Li, W., Liu, Q., Xia, Y., Zhang, T., Huang, F., ... and Chen, L. (2019). Combined dilute hydrochloric acid and alkaline wet oxidation pretreatment to improve sugar recovery of corn stover. Bioresource technology, 271, 283-288. |
| [65] | Rojas-Chamorro, J. A., Cara, C., Romero, I., Ruiz, E., Romero-García, J. M., Mussatto, S. I., and Castro, E. (2018). Ethanol production from brewers’ spent grain pretreated by dilute phosphoric acid. Energy & Fuels, 32(4), 5226-5233. |
| [66] | Sun, B., Zhang, M., Hou, Q., Liu, R., Wu, T., and Si, C. (2016). Further characterization of cellulose nanocrystal (CNC) preparation from sulfuric acid hydrolysis of cotton fibers. Cellulose, 23, 439-450. |
| [67] | Saha, S., Jeon, B. H., Kurade, M. B., Jadhav, S. B., Chatterjee, P. K., Chang, S. W., and Kim, S. J. (2018). Optimization of dilute acetic acid pretreatment of mixed fruit waste for increased methane production. Journal of Cleaner Production, 190, 411-421. |
| [68] | Bondancia, T. J., de Aguiar, J., Batista, G., Cruz, A. J., Marconcini, J. M., Mattoso, L. H. C., and Farinas, C. S. (2020). Production of nanocellulose using citric acid in a biorefinery concept: Effect of the hydrolysis reaction time and techno-economic analysis. Industrial & Engineering Chemistry Research, 59(25), 11505-11516. |
| [69] | Schneider, L., Dong, Y., Haverinen, J., Jaakkola, M., and Lassi, U. (2016). Efficiency of acetic acid and formic acid as a catalyst in catalytical and mechanocatalytical pretreatment of barley straw. Biomass and Bioenergy, 91, 134-142. |
| [70] | Jönsson, L. J., and Martín, C. (2016). Pretreatment of lignocellulose: formation of inhibitory by-products and strategies for minimizing their effects. Bioresource technology, 199, 103-112. |
| [71] | Zhang, Q. (2021). Waste to biohydrogen: progress, challenges, and prospects. Waste to Renewable Biohydrogen, 55-70. |
| [72] | Martin, C., Alriksson, B., Sjöde, A., Nilvebrant, N. O., and Jönsson, L. J. (2007). Dilute sulfuric acid pretreatment of agricultural and agro-industrial residues for ethanol production. In Applied Biochemistry and Biotecnology: The Twenty-Eighth Symposium Proceedings of the Twenty-Eight Symposium on Biotechnology for Fuels and Chemicals Held April 30–May 3, 2006, in Nashville, Tennessee (pp. 339-352). Humana Press. |
| [73] | Mikulski, D., and Kłosowski, G. (2018). Efficiency of dilute sulfuric acid pretreatment of distillery stillage in the production of cellulosic ethanol. Bioresource technology, 268, 424-433. |
| [74] | Sun, Z. Y., Tang, Y. Q., Iwanaga, T., Sho, T., and Kida, K. (2011). Production of fuel ethanol from bamboo by concentrated sulfuric acid hydrolysis followed by continuous ethanol fermentation. Bioresource technology, 102(23), 10929-10935. |
| [75] | Giannoni, T., Gelosia, M., Bertini, A., Fabbrizi, G., Nicolini, A., Coccia, V., and Cavalaglio, G. (2021). Fractionation of Cynara cardunculus L. by acidified organosolv treatment for the extraction of highly digestible cellulose and technical lignin. Sustainability, 13(16), 8714. |
| [76] | Dinabandhu Sahoo, D. S., Ummalyma, S. B., Okram, A. K., Ashok Pandey, A. P., Meena Sankar, M. S., and Sukumaran, R. K. (2018). Effect of dilute acid pretreatment of wild rice grass (Zizania latifolia) from Loktak Lake for enzymatic hydrolysis. |
| [77] | Teixeira, R. S., Silva, A. S., Moutta, R. O., Ferreira-Leitão, V. S., Barros, R. R., Ferrara, M. A., and Bon, E. P. (2014, October). Biomass pretreatment: a critical choice for biomass utilization via biotechnological routes. In BMC proceedings (Vol. 8, pp. 1-3). BioMed Central. |
| [78] | Zhang, K., Pei, Z., and Wang, D. (2016). Organic solvent pretreatment of lignocellulosic biomass for biofuels and biochemicals: A review. Bioresource technology, 199, 21-33. |
| [79] | Wei Kit Chin, D., Lim, S., Pang, Y. L., and Lam, M. K. (2020). Fundamental review of organosolv pretreatment and its challenges in emerging consolidated bioprocessing. Biofuels, bioproducts and biorefining, 14(4), 808-829. |
| [80] | Zhao, H., Jones, C. L., Baker, G. A., Xia, S., Olubajo, O., and Person, V. N. (2009). Regenerating cellulose from ionic liquids for an accelerated enzymatic hydrolysis. Journal of biotechnology, 139(1), 47-54. |
| [81] | Roy, R., Rahman, M. S., Amit, T. A., and Jadhav, B. (2022). Recent advances in lignin depolymerization techniques: A comparative overview of traditional and greener approaches. Biomass, 2(3), 130-154. |
| [82] | Weerachanchai, P., and Lee, J. M. (2013). Effect of organic solvent in ionic liquid on biomass pretreatment. ACS Sustainable Chemistry & Engineering, 1(8), 894-902. |
| [83] | Jacquet, N., Maniet, G., Vanderghem, C., Delvigne, F., and Richel, A. (2015). Application of steam explosion as pretreatment on lignocellulosic material: a review. Industrial & Engineering Chemistry Research, 54(10), 2593-2598. |
| [84] | Kemppainen, K., Inkinen, J., Uusitalo, J., Nakari-Setälä, T., and Siika-aho, M. (2012). Hot water extraction and steam explosion as pretreatments for ethanol production from spruce bark. Bioresource technology, 117, 131-139. |
| [85] | Song, Y. (2020). Lignin valorization via reductive depolymerization. Chemical Catalysts for Biomass Upgrading, 395-437. |
| [86] | Seidel, C. M., Brethauer, S., Gyenge, L., Rudolf von Rohr, P., and Studer, M. H. (2019). Two-stage steam explosion pretreatment of softwood with 2-naphthol as carbocation scavenger. Biotechnology for biofuels, 12, 1-12. |
| [87] | Cara, C., Ruiz, E., Ballesteros, M., Manzanares, P., Negro, M. J., and Castro, E. (2008). Production of fuel ethanol from steam-explosion pretreated olive tree pruning. Fuel, 87(6), 692-700. |
| [88] | Neves, P. V., Pitarelo, A. P., and Ramos, L. P. (2016). Production of cellulosic ethanol from sugarcane bagasse by steam explosion: Effect of extractives content, acid catalysis and different fermentation technologies. Bioresource technology, 208, 184-194. |
| [89] | Zhao, D., Zhu, Y., Cheng, W., Xu, G., Wang, Q., Liu, S., and Hu, L. (2020). A dynamic gel with reversible and tunable topological networks and performances. Matter, 2(2), 390-403. |
| [90] | Vanneste, J., Ennaert, T., Vanhulsel, A., and Sels, B. (2017). Unconventional pretreatment of lignocellulose with low‐temperature plasma. ChemSusChem, 10(1), 14-31. |
| [91] | Pereira, G. N., Cesca, K., Cubas, A. L. V., and de Oliveira, D. (2021). Use of non-thermal plasma in lignocellulosic materials: A smart alternative. Trends in Food Science & Technology, 109, 365-373. |
| [92] | Lieberman, M. A., and Lichtenberg, A. J. (1994). Principles of plasma discharges and materials processing. MRS Bulletin, 30(12), 899-901. |
| [93] | Bogaerts, A., Neyts, E., Gijbels, R., and Van der Mullen, J. (2002). Gas discharge plasmas and their applications. Spectrochimica Acta Part B: Atomic Spectroscopy, 57(4), 609-658. |
| [94] | Zhu, H., Han, Z., Cheng, J. H., and Sun, D. W. (2022). Modification of cellulose from sugarcane (Saccharum officinarum) bagasse pulp by cold plasma: Dissolution, structure and surface chemistry analysis. Food chemistry, 374, 131675. |
| [95] | Govaert, M., Smet, C., Graeffe, A., L. Walsh, J., and Van Impe, J. F. (2020). Inactivation of L. monocytogenes and S. typhimurium biofilms by means of an air-based cold atmospheric plasma (CAP) system. Foods, 9(2), 157. |
| [96] | Silveira, M. R., Coutinho, N. M., Esmerino, E. A., Moraes, J., Fernandes, L. M., Pimentel, T. C., and Cruz, A. G. (2019). Guava-flavored whey beverage processed by cold plasma technology: Bioactive compounds, fatty acid profile and volatile compounds. Food chemistry, 279, 120-127. |
| [97] | Kang, J. H., Roh, S. H., and Min, S. C. (2019). Inactivation of potato polyphenol oxidase using microwave cold plasma treatment. Journal of Food Science, 84(5), 1122-1128. |
| [98] | Li, M., Li, X., Han, C., Ji, N., Jin, P., and Zheng, Y. (2019). Physiological and metabolomic analysis of cold plasma treated fresh-cut strawberries. Journal of Agricultural and Food Chemistry, 67(14), 4043-4053. |
| [99] | Ravindran, R., Sarangapani, C., Jaiswal, S., Lu, P., Cullen, P. J., Bourke, P., and Jaiswal, A. K. (2019). Improving enzymatic hydrolysis of brewer spent grain with nonthermal plasma. Bioresource technology, 282, 520-524. |
| [100] | Ferreira, A. R., Figueiredo, A. B., Evtuguin, D. V., and Saraiva, J. A. (2011). High pressure pre-treatments promote higher rate and degree of enzymatic hydrolysis of cellulose. Green Chemistry, 13(10), 2764-2767. |
| [101] | EFSA Panel on Biological Hazards (BIOHAZ Panel), Koutsoumanis, K., Alvarez‐Ordóñez, A., Bolton, D., Bover‐Cid, S., Chemaly, M., and Allende, A. (2022). The efficacy and safety of high‐pressure processing of food. EFSA Journal, 20(3), e07128. |
| [102] | Castañón-Rodríguez, J. F., Welti-Chanes, J., Palacios, A. J., Torrestiana-Sanchez, B., Ramírez de León, J. A., Velázquez, G., and Aguilar-Uscanga, M. G. (2015). Influence of high pressure processing and alkaline treatment on sugarcane bagasse hydrolysis. CyTA-Journal of Food, 13(4), 613-620. |
| [103] | Vinatoru, M., Mason, T. J., and Calinescu, I. (2017). Ultrasonically assisted extraction (UAE) and microwave assisted extraction (MAE) of functional compounds from plant materials. TrAC Trends in Analytical Chemistry, 97, 159-178. |
| [104] | Capocellia, M., Prisciandarob, M., Lanciac, A., and Musmarraa, D. (2014). Comparison between hydrodynamic and acoustic cavitation in microbial cell disruption. CHEMICAL ENGINEERING, 38. |
| [105] | Du, R., Su, R., Qi, W., and He, Z. (2018). Enhanced enzymatic hydrolysis of corncob by ultrasound-assisted soaking in aqueous ammonia pretreatment. 3 Biotech, 8(3), 166. |
| [106] | Liu JunHong, L. J., and Wang KunYu, W. K. (2016). Study on technology optimization of lignin removalin cellulose extraction from wheat bran by combination of ultrasound and hydrogen peroxide. |
| [107] | Mohammadabadi, S. I., and Javanbakht, V. (2020). Lignin extraction from barley straw using ultrasound-assisted treatment method for a lignin-based biocomposite preparation with remarkable adsorption capacity for heavy metal. International Journal of Biological Macromolecules, 164, 1133-1148. |
| [108] | Ravindran, R., Jaiswal, S., Abu-Ghannam, N., and Jaiswal, A. K. (2017). Evaluation of ultrasound assisted potassium permanganate pre-treatment of spent coffee waste. Bioresource technology, 224, 680-687. |
| [109] | Hassan, S. S., Williams, G. A., and Jaiswal, A. K. (2018). Emerging technologies for the pretreatment of lignocellulosic biomass. Bioresource technology, 262, 310-318. |
| [110] | Villa-Vélez, H. A., Váquiro, H. A., and Telis-Romero, J. (2015). The effect of power-ultrasound on the pretreatment of acidified aqueous solutions of banana flower-stalk: structural, chemical and statistical analysis. Industrial Crops and Products, 66, 52-61. |
| [111] | Freitas, P. A., González-Martínez, C., and Chiralt, A. (2022). Applying ultrasound-assisted processing to obtain cellulose fibres from rice straw to be used as reinforcing agents. Innovative Food Science & Emerging Technologies, 76, 102932. |
| [112] | Ndruru, S. T. C. L., Wahyuningrum, D., Bundjali, B., and Arcana, I. M. (2019, June). Green simple microwave-assisted extraction (MAE) of cellulose from Theobroma cacao L.(TCL) husk. In IOP conference series: materials science and engineering (Vol. 541, No. 1, p. 012017). IOP Publishing. |
| [113] | Azlan, N. S. M., Yap, C. L., Gan, S., and Rahman, M. B. A. (2022). Effectiveness of various solvents in the microwave-assisted extraction of cellulose from oil palm mesocarp fiber. Materials Today: Proceedings, 59, 583-590. |
| [114] | Ceaser, R., Rosa, S., Montané, D., Constantí, M., and Medina, F. (2023). Optimization of softwood pretreatment by microwave-assisted deep eutectic solvents at high solids loading. Bioresource Technology, 369, 128470. |
| [115] | Wang, Q., Xiao, S., Shi, S. Q., and Cai, L. (2019). Microwave-assisted formic acid extraction for high-purity cellulose production. Cellulose, 26, 5913-5924. |
| [116] | Kumar, S. J., Garlapati, V. K., Gujjala, L. K. S., and Banerjee, R. (2021). Technologies for oil extraction from oilseeds and oleaginous microbes. In Three Phase Partitioning (pp. 243-266). Elsevier. |
| [117] | Vanda, H., Dai, Y., Wilson, E. G., Verpoorte, R., and Choi, Y. H. (2018). Green solvents from ionic liquids and deep eutectic solvents to natural deep eutectic solvents. Comptes Rendus Chimie, 21(6), 628-638. |
| [118] | Smith, E. L., Abbott, A. P., and Ryder, K. S. (2014). Deep eutectic solvents (DESs) and their applications. Chemical reviews, 114(21), 11060-11082. |
| [119] | Lou, R., and Zhang, X. (2022). Evaluation of pretreatment effect on lignin extraction from wheat straw by deep eutectic solvent. Bioresource Technology, 344, 126174. |
| [120] | Quek, J. D., Lee, K. M., Lim, S., Tey, W. Y., Kang, H. S., and Quen, L. K. (2020, March). Delignification of oil palm empty fruit bunch via ultrasound-assisted deep eutectic solvent pretreatment. In IOP Conference Series: Earth and Environmental Science (Vol. 463, No. 1, p. 012007). IOP Publishing. |
| [121] | Hitchen, S. M., and Dean, J. R. (1993). Properties of supercritical fluids. In Applications of supercritical fluids in industrial analysis (pp. 1-11). Dordrecht: Springer Netherlands. |
| [122] | Nasution, H., Yahya, E. B., Abdul Khalil, H. P. S., Shaah, M. A., Suriani, A. B., Mohamed, A., and Abdullah, C. K. (2022). Extraction and isolation of cellulose nanofibers from carpet wastes using supercritical carbon dioxide approach. Polymers, 14(2), 326. |
| [123] | Escobar, E. L. N., Da Silva, T. A., Pirich, C. L., Corazza, M. L., and Pereira Ramos, L. (2020). Supercritical fluids: a promising technique for biomass pretreatment and fractionation. Frontiers in Bioengineering and Biotechnology, 8, 252. |
| [124] | Sharma, H. K., Xu, C., and Qin, W. (2019). Biological pretreatment of lignocellulosic biomass for biofuels and bioproducts: an overview. Waste and Biomass Valorization, 10, 235-251. |
| [125] | Kijpornyongpan, T., Schwartz, A., Yaguchi, A., and Salvachúa, D. (2022). Systems biology-guided understanding of white-rot fungi for biotechnological applications: a review. Iscience, 25(7). |
| [126] | Narayanaswamy, N., Dheeran, P., Verma, S., and Kumar, S. (2013). Biological pretreatment of lignocellulosic biomass for enzymatic saccharification. Pretreatment techniques for biofuels and biorefineries, 3-34. |
| [127] | Tocco, D., Carucci, C., Monduzzi, M., Salis, A., and Sanjust, E. (2021). Recent developments in the delignification and exploitation of grass lignocellulosic biomass. ACS Sustainable Chemistry & Engineering, 9(6), 2412-2432. |
| [128] | Janusz, G., Pawlik, A., Sulej, J., Świderska-Burek, U., Jarosz-Wilkołazka, A., and Paszczyński, A. (2017). Lignin degradation: microorganisms, enzymes involved, genomes analysis and evolution. FEMS microbiology reviews, 41(6), 941-962. |
| [129] | Pendse, D. S., Deshmukh, M., and Pande, A. (2023). Different pre-treatments and kinetic models for bioethanol production from lignocellulosic biomass: A review. Heliyon, 9(6). |
| [130] | Fougere, D., Nanda, S., Clarke, K., Kozinski, J. A., and Li, K. (2016). Effect of acidic pretreatment on the chemistry and distribution of lignin in aspen wood and wheat straw substrates. Biomass and Bioenergy, 91, 56-68. |
| [131] | Park, Y. C., and Kim, J. S. (2012). Comparison of various alkaline pretreatment methods of lignocellulosic biomass. Energy, 47(1), 31-35. |
| [132] | Sadhbhavana, B., Tanishq, Y. V., Deep, I., Raj, K. D., and Kumari, S. C. (2024). Comparative Study of the Synthesis of Silver, Copper, and Iron oxide Nanoparticles via Chemical and Green Methods Using Corn Bract for Enhanced Antibacterial Activity. South Asian Journal of Experimental Biology, 14(3). |
| [133] | Pacheco-Fernández, I., and Pino, V. (2019). Green solvents in analytical chemistry. Current Opinion in Green and Sustainable Chemistry, 18, 42-50. |
| [134] | Liu, X., Jiang, Y., Qin, C., Yang, S., Song, X., Wang, S., and Li, K. (2018). Enzyme-assisted mechanical grinding for cellulose nanofibers from bagasse: Energy consumption and nanofiber characteristics. Cellulose, 25, 7065-7078. |
| [135] | Sheraz, M., Cao, L., Zhao, S., Gao, H., Dansawad, P., Xue, C., and Li, W. (2025). Lignocellulosic biomass pretreatment methods and application of extracted fractions. Arabian Journal for Science and Engineering, 50(6), 3717-3736. |
| [136] | Scelsi, E., Angelini, A., and Pastore, C. (2021). Deep eutectic solvents for the valorisation of lignocellulosic biomasses towards fine chemicals. Biomass, 1(1), 29-59. |
| [137] | Ly, T. B., Tran, N. T., Pham, C. D., Nguyen, D. D., Mai, P. T., & Le, P. K. (2024). Innovative method for rice straw valorization into nanocellulose, lignin and silica. Bioresource Technology Reports, 25, 101804. |
| [138] | Subhedar, P. B., and Gogate, P. R. (2016). Use of ultrasound for pretreatment of biomass and subsequent hydrolysis and fermentation. In Biomass fractionation technologies for a lignocellulosic feedstock based biorefinery (pp. 127-149). Elsevier. |
| [139] | Olatunde, O. O., Shiekh, K. A., and Benjakul, S. (2021). Pros and cons of cold plasma technology as an alternative non-thermal processing technology in seafood industry. Trends in Food Science & Technology, 111, 617-627. |
| [140] | Meng, X., Yoo, C. G., Pu, Y., and Ragauskas, A. J. (2022). Opportunities and challenges for flow-through hydrothermal pretreatment in advanced biorefineries. Bioresource technology, 343, 126061. |
| [141] | Seddiqi, H., Oliaei, E., Honarkar, H., Jin, J., Geonzon, L. C., Bacabac, R. G., and Klein-Nulend, J. (2021). Cellulose and its derivatives: towards biomedical applications. Cellulose, 28(4), 1893-1931. |
| [142] | Shokri, J., and Adibkia, K. (2013). Application of cellulose and cellulose derivatives in pharmaceutical industries. In Cellulose-medical, pharmaceutical and electronic applications. IntechOpen. |
| [143] | Li, P., and Liu, R. (2015). Cellulose gels and microgels: Synthesis, service, and supramolecular interactions. Supramolecular polymer networks and gels, 209-251. |
| [144] | Mansour, O. Y., Nagaty, A., and El‐Zawawy, W. K. (1994). Variables affecting the methylation reactions of cellulose. Journal of applied polymer science, 54(5), 519-524. |
| [145] | Vieira, J. G., de Carvalho Oliveira, G., Rodrigues Filho, G., de Assunção, R. M. N., da Silva Meireles, C., Cerqueira, D. A., and de Castro Motta, L. A. (2009). Production, characterization and evaluation of methylcellulose from sugarcane bagasse for applications as viscosity enhancing admixture for cement-based material. Carbohydrate polymers, 78(4), 779-783. |
| [146] | Nasatto, P. L., Pignon, F., Silveira, J. L., Duarte, M. E. R., Noseda, M. D., and Rinaudo, M. (2015). Methylcellulose, a cellulose derivative with original physical properties and extended applications. Polymers, 7(5), 777-803. |
| [147] | EFSA Panel on Additives and Products or Substances used in Animal Feed (FEEDAP), Bampidis, V., Azimonti, G., de Lourdes Bastos, M., Christensen, H., Dusemund, B., and Aquilina, G. (2020). Safety and efficacy of hydroxypropyl methyl cellulose for all animal species. EFSA Journal, 18(7), e06214. |
| [148] | Yaşar, F., Toğrul, H., and Arslan, N. (2007). Flow properties of cellulose and carboxymethyl cellulose from orange peel. Journal of food Engineering, 81(1), 187-199. |
| [149] | Ninan, N., Muthiah, M., Park, I. K., Elain, A., Thomas, S., and Grohens, Y. (2013). Pectin/carboxymethyl cellulose/microfibrillated cellulose composite scaffolds for tissue engineering. Carbohydrate polymers, 98(1), 877-885. |
| [150] | Yang, X. H., and Zhu, W. L. (2007). Viscosity properties of sodium carboxymethylcellulose solutions. Cellulose, 14, 409-417. |
| [151] | Brady, J., Dürig, T., Lee, P. I., and Li, J. X. (2017). Polymer properties and characterization. In Developing solid oral dosage forms (pp. 181-223). Academic Press. |
| [152] | Grumezescu, A. M. (Ed.). (2018). Drug targeting and stimuli sensitive drug delivery systems. William Andrew. |
| [153] | Zheng, M., Chen, J., Tan, K. B., Chen, M., and Zhu, Y. (2022). Development of hydroxypropyl methylcellulose film with xanthan gum and its application as an excellent food packaging bio-material in enhancing the shelf life of banana. Food Chemistry, 374, 131794. |
| [154] | Wang, S., Xiong, P., Liu, X., Meng, F., Ma, Q., Song, C., and Che, Y. (2022). A hydroxypropyl methyl cellulose-based graft copolymer with excellent thermothickening and anti-salt ability for enhanced oil recovery. Energy & Fuels, 36(5), 2488-2502. |
| [155] | von Schantz, L., Schagerlöf, H., Nordberg Karlsson, E., and Ohlin, M. (2014). Characterization of the substitution pattern of cellulose derivatives using carbohydrate-binding modules. BMC biotechnology, 14, 1-8. |
| [156] | Nawaz, H., Zhang, J., Tian, W., Wu, J., and Zhang, J. (2019). Chemical modification of cellulose in solvents for functional materials. Green Chemistry and Chemical Engineering; Han, B., Wu, T., Eds, 427-460. |
| [157] | Cao, X., Sun, S., Peng, X., Zhong, L., Sun, R., and Jiang, D. (2013). Rapid synthesis of cellulose esters by transesterification of cellulose with vinyl esters under the catalysis of NaOH or KOH in DMSO. Journal of agricultural and food chemistry, 61(10), 2489-2495. |
| [158] | Araújo, D., Castro, M. C. R., Figueiredo, A., Vilarinho, M., and Machado, A. (2020). Green synthesis of cellulose acetate from corncob: Physicochemical properties and assessment of environmental impacts. Journal of Cleaner Production, 260, 120865. |
| [159] | Oun, A. A., and Rhim, J. W. (2016). Isolation of cellulose nanocrystals from grain straws and their use for the preparation of carboxymethyl cellulose-based nanocomposite films. Carbohydrate polymers, 150, 187-200. |
| [160] | Panchan, N., Niamnuy, C., Dittanet, P., and Devahastin, S. (2018). Optimization of synthesis condition for carboxymethyl cellulose‐based hydrogel from rice straw by microwave‐assisted method and its application in heavy metal ions removal. Journal of Chemical Technology & Biotechnology, 93(2), 413-425. |
| [161] | Bano, S., and Negi, Y. S. (2017). Studies on cellulose nanocrystals isolated from groundnut shells. Carbohydrate polymers, 157, 1041-1049. |
| [162] | Lamaming, J., Hashim, R., Leh, C. P., and Sulaiman, O. (2017). Properties of cellulose nanocrystals from oil palm trunk isolated by total chlorine free method. Carbohydrate Polymers, 156, 409-416. |
| [163] | Lu, P., and Hsieh, Y. L. (2012). Preparation and characterization of cellulose nanocrystals from rice straw. Carbohydrate Polymers, 87(1), 564-573. |
| [164] | de Carvalho Oliveira, G., Filho, G. R., Vieira, J. G., De Assunção, R. M. N., da Silva Meireles, C., Cerqueira, D. A., and de Castro Motta, L. A. (2010). Synthesis and application of methylcellulose extracted from waste newspaper in CPV‐ARI Portland cement mortars. Journal of Applied Polymer Science, 118(3), 1380-1385. |
APA Style
Yahaya, S. H., Muhammad, C., Zauro, S. A., Magami, I. M. (2025). An In-Depth Review of Sustainable and Environmentally Friendly Pretreatment Techniques for Cellulose Extraction from Lignocellulosic Biomass and Their Uses. American Journal of Applied and Industrial Chemistry, 9(1), 13-33. https://doi.org/10.11648/j.ajaic.20250901.12
ACS Style
Yahaya, S. H.; Muhammad, C.; Zauro, S. A.; Magami, I. M. An In-Depth Review of Sustainable and Environmentally Friendly Pretreatment Techniques for Cellulose Extraction from Lignocellulosic Biomass and Their Uses. Am. J. Appl. Ind. Chem. 2025, 9(1), 13-33. doi: 10.11648/j.ajaic.20250901.12
@article{10.11648/j.ajaic.20250901.12,
author = {Sayudi Haruna Yahaya and Chika Muhammad and Sirajo Abubakar Zauro and Ibrahim Muhammad Magami},
title = {An In-Depth Review of Sustainable and Environmentally Friendly Pretreatment Techniques for Cellulose Extraction from Lignocellulosic Biomass and Their Uses
},
journal = {American Journal of Applied and Industrial Chemistry},
volume = {9},
number = {1},
pages = {13-33},
doi = {10.11648/j.ajaic.20250901.12},
url = {https://doi.org/10.11648/j.ajaic.20250901.12},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.ajaic.20250901.12},
abstract = {Lignocellulosic biomass (LCB), primarily composed of cellulose, hemicellulose, and lignin, represents a valuable renewable resource. Among these components, cellulose is the most abundant biodegradable polymer, with significant industrial potential. However, its efficient isolation remains a major challenge due to its strong association with hemicellulose and lignin within the complex LCB structure. Effective pretreatment strategies are essential to overcome these structural barriers and facilitate cellulose extraction. Conventional pretreatment methods, while effective, often rely on harsh chemicals, elevated temperatures, and high energy inputs, leading to increased costs, low yields, and the formation of fermentation inhibitors, which hinder sustainable biomass utilization. In response to these limitations, environmentally friendly pretreatment approaches have been developed to enhance cellulose separation while minimizing ecological and economic drawbacks. These green methods prioritize efficient delignification, reduced solvent consumption, lower environmental impact, and alignment with sustainable technological advancements. This review explores the application of eco-friendly pretreatment techniques for cellulose isolation from diverse lignocellulosic biomass sources. It further highlights the role of cellulose as a crucial feedstock in the bioeconomy, emphasizing its versatility across various industrial sectors. By advancing sustainable cellulose extraction methods, this research contributes to the broader goal of developing environmentally responsible and economically viable biorefinery processes.},
year = {2025}
}
TY - JOUR T1 - An In-Depth Review of Sustainable and Environmentally Friendly Pretreatment Techniques for Cellulose Extraction from Lignocellulosic Biomass and Their Uses AU - Sayudi Haruna Yahaya AU - Chika Muhammad AU - Sirajo Abubakar Zauro AU - Ibrahim Muhammad Magami Y1 - 2025/07/31 PY - 2025 N1 - https://doi.org/10.11648/j.ajaic.20250901.12 DO - 10.11648/j.ajaic.20250901.12 T2 - American Journal of Applied and Industrial Chemistry JF - American Journal of Applied and Industrial Chemistry JO - American Journal of Applied and Industrial Chemistry SP - 13 EP - 33 PB - Science Publishing Group SN - 2994-7294 UR - https://doi.org/10.11648/j.ajaic.20250901.12 AB - Lignocellulosic biomass (LCB), primarily composed of cellulose, hemicellulose, and lignin, represents a valuable renewable resource. Among these components, cellulose is the most abundant biodegradable polymer, with significant industrial potential. However, its efficient isolation remains a major challenge due to its strong association with hemicellulose and lignin within the complex LCB structure. Effective pretreatment strategies are essential to overcome these structural barriers and facilitate cellulose extraction. Conventional pretreatment methods, while effective, often rely on harsh chemicals, elevated temperatures, and high energy inputs, leading to increased costs, low yields, and the formation of fermentation inhibitors, which hinder sustainable biomass utilization. In response to these limitations, environmentally friendly pretreatment approaches have been developed to enhance cellulose separation while minimizing ecological and economic drawbacks. These green methods prioritize efficient delignification, reduced solvent consumption, lower environmental impact, and alignment with sustainable technological advancements. This review explores the application of eco-friendly pretreatment techniques for cellulose isolation from diverse lignocellulosic biomass sources. It further highlights the role of cellulose as a crucial feedstock in the bioeconomy, emphasizing its versatility across various industrial sectors. By advancing sustainable cellulose extraction methods, this research contributes to the broader goal of developing environmentally responsible and economically viable biorefinery processes. VL - 9 IS - 1 ER -
Department of Pure and Industrial Chemistry, Faculty of Physical Sciences, Kebbi State University of Science and Technology, Aleiro, Nigeria. Department of Energy and Applied Chemistry, Faculty of Chemical and Life Sciences, Usmanu Danfodiyo University, Sokoto, Nigeria
Department of Energy and Applied Chemistry, Faculty of Chemical and Life Sciences, Usmanu Danfodiyo University, Sokoto, Nigeria
Department of Energy and Applied Chemistry, Faculty of Chemical and Life Sciences, Usmanu Danfodiyo University, Sokoto, Nigeria
Department of Biology, Faculty of Chemical and Life Sciences, Usmanu Danfodiyo University, Sokoto, Nigeria
Information